
No entanto, é bem possível que as unidades semicondutoras de silício não sejam completamente substituídas, mas sejam complementadas em circuitos integrados com elementos de natureza química diferente. Em termos gerais, a força do silício no momento reside nas quantidades realmente enormes de investimento e no tempo gasto no desenvolvimento das tecnologias associadas a ele: para obter resultados pelo menos comparáveis usando qualquer outro material, seria necessário despender quantidades comparáveis de esforço e recursos. Ao mesmo tempo, a desvantagem mais incômoda do silício para engenheiros de microeletrônica, ou seja, a complexidade quase exponencialmente crescente de seu uso como material para uma porta de transistor com maior miniaturização de processos tecnológicos, os força a procurar um substituto local para ele – precisamente no nível deste elemento semicondutor estrutural individual, e não em todo o ciclo de produção como um todo. É justamente essa abordagem seletiva e direcionada, com a substituição do silício apenas em certas áreas, que parece muito mais realista do que a transferência completa da indústria de microprocessadores para trilhos de diamante, grafeno ou arsenieto de gálio.
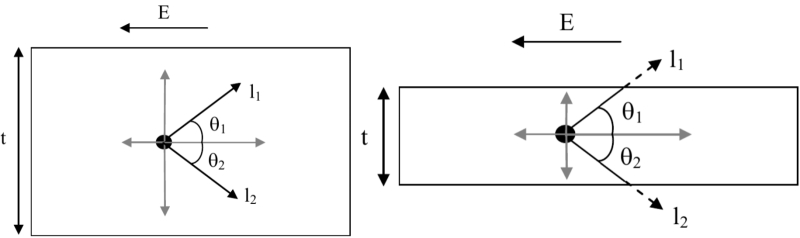
Espalhamento de um elétron livre dentro de um condutor de espessura t em situações onde o caminho livre médio típico (l1, l2) é menor que t/2 (esquerda) ou maior que essa meia espessura (fonte: Nanoscale Research Letters)
⇡#Um avião sério
Vamos relembrar em termos mais gerais o princípio de funcionamento de um transistor: através do canal entre os eletrodos localizados em suas extremidades, a fonte e o dreno, a carga elétrica flui livremente ou é bloqueada – dependendo da tensão de controle aplicada ao gate adjacente a esse canal. Quanto menor o padrão de produção pelo qual os elementos do transistor são fabricados, mais curto e fino será o canal (e mais estreito, é claro, também, mas a largura, se necessário, não é tão difícil de variar durante o projeto do microcircuito, ao contrário do comprimento e da espessura determinados tecnologicamente). Neste caso, as dimensões físicas dos portadores de carga — elétrons livres e “buracos”, ou seja, posições não substituídas nos orbitais externos dos átomos que formam a estrutura física do canal — permanecem, é claro, inalteradas. Em cada etapa sucessiva da miniaturização, um parâmetro tão importante para qualquer (semi)condutor quanto o comprimento típico do caminho livre de um elétron no meio do canal também é preservado. E se esse comprimento se tornar menor que a metade da espessura da camada condutora, cada elétron que se move ao longo do canal tem uma chance notável de sofrer espalhamento no limite do canal – e, no pior caso, do ponto de vista da organização dos cálculos, de “saltar” para além de seus limites.
Se a velocidade desse elétron descontrolado for alta o suficiente, ele pode até ionizar um átomo na estrutura cristalina do gate, alterando ligeiramente as propriedades elétricas deste último e interrompendo a controlabilidade do transistor como um todo. Uma, duas, até dez dessas ionizações espontâneas não são um problema, mas elas inevitavelmente se acumularão durante a operação intensiva do transistor, o que levará à degradação do próprio transistor e de toda a estrutura do microprocessador – já descrevemos essa situação no artigo recente “A velhice não é alegria (e para o silício também)”. Entretanto, há outro problema, não de natureza cumulativa, mas de natureza instantânea: quando o portador de carga ultrapassa o limite do canal, a corrente elétrica transportada por esse canal se torna menor em uma quantidade correspondente. Em outras palavras, à medida que a espessura do condutor diminui para 10-15 nanômetros, sua resistência elétrica aumenta exponencialmente — somente por causa da perda de uma porção cada vez mais perceptível da carga, cujos portadores são simplesmente dissipados além do canal de afinamento. Em algum lugar a partir de uma espessura de 3 nm, o canal aberto de silício de um transistor semicondutor clássico se torna essencialmente um dielétrico – e esta é talvez a principal limitação para uma maior miniaturização dos padrões de produção abaixo do nível condicional de “1,4 nm”. Sim, os engenheiros de microeletrônica provavelmente terão sucesso na abordagem da tecnologia de processo de 1 nm usando silício clássico por meio de vários truques, mas os problemas de desgaste de semicondutores de uso intensivo no limite atingido a um preço tão alto certamente serão desproporcionalmente grandes – e a questão será colocada sem rodeiossobre a viabilidade comercial da fabricação de transistores de silício em escala extremamente pequena e circuitos integrados altamente complexos baseados neles.
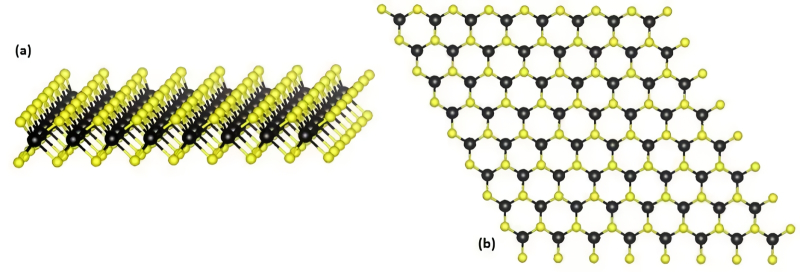
Estrutura cristalina de uma monocamada de um dicalcogeneto de metal de transição (fonte: Wikimedia Commons)
Neste caso, um material bidimensional, em particular da categoria de calcogenetos binários, poderia se tornar um substituto adequado para o sofrido silício como canal de transistor. Calcogenetos binários (ou seja, de dois componentes), ou simplesmente dicalcogenetos, são formados por átomos de metais e calcogênios – elementos químicos do grupo VI de forma abreviada, que incluem, em particular, enxofre, selênio e telúrio. De particular interesse do ponto de vista da microeletrônica são os dicalcogenetos com a participação de elementos de transição, que em inglês são chamados de metais de transição; daí a abreviação TMD – dicalcogenetos de metais de transição. Como a estrutura cristalina do TMD possui átomos que formam dois tipos muito diferentes de ligações — ligações covalentes fortes e ligações de van der Waals fracas — esses materiais formam naturalmente uma estrutura de camada única de ligações triplas repetidas de calcogênio-metal-calcogênio mantidas juntas dentro da camada por fortes ligações covalentes. Essas camadas aderem umas às outras devido às fracas interações de van der Waals e, portanto, é bastante simples obter estruturas verdadeiramente bidimensionais desses materiais em condições de laboratório (separando as camadas da amostra acabada ou impedindo sua adesão inicialmente, no estágio de formação química), o que abre perspectivas brilhantes para colocar a produção correspondente em escala industrial.
Vale esclarecer aqui a aplicação do termo “bidimensional” a uma estrutura cristalina de espessura claramente diferente de zero – afinal, ela tem três átomos de altura: calcogênios na parte superior e inferior, e metal no meio. Ela é chamada de bidimensional justamente porque limita a possível mobilidade da carga que se propaga através dela a apenas duas dimensões: somente dentro da camada ligada covalentemente, mas não além de seus limites. Por sua vez, essa limitação se deve ao fato de que os dicalcogênios de metais de transição são extremamente relutantes em formar ligações insaturadas fora do plano formado pelos compostos covalentes. Assim, o portador de carga fisicamente não pode escapar além da monocamada de dichalcogeneto (mais precisamente, ele não terá energia suficiente para isso mesmo que a tensão entre a fonte e o dreno do transistor o acelere a velocidades balísticas), o que anula as desvantagens inerentes aos canais de silício ultrafinos. Se a espessura máxima de um canal de silício que ainda permite a criação de transistores eficientes na prática for limitada, recordemos, a aproximadamente 3 nm, então a espessura de uma monocamada de um dicalcogeneto como o dissulfeto de molibdênio (MoS2) é menor que 1 nm.
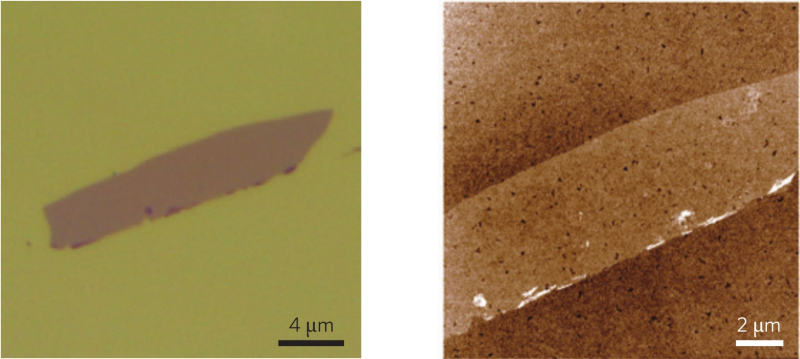
Monocamada de dissulfeto de molibdênio: esquerda – sob um microscópio óptico, direita – sob um microscópio de força atômica; As barras de escala correspondentes são mostradas (fonte: Nature Nanotechnology)
⇡#Quente!
Claro, há algumas sutilezas aqui: por exemplo, a já mencionada “relutância” dos dicalcogenetos de metais de transição em formar ligações insaturadas com outros compostos torna-se a razão de sua alta resistência de contato. Ou seja, para conectar os eletrodos de fonte e dreno ao canal do transistor dichalcogeneto para formar um dispositivo semicondutor eficaz – e não apenas conectá-los, mas formar uma camada de contato através da qual a carga será transferida com perdas mínimas – é necessária uma engenhosidade de engenharia notável. Mas engenheiros de microeletrônica já estão encontrando maneiras de lidar com esse problema — usando, por exemplo, semimetais como antimônio ou bismuto, que simplesmente não têm uma lacuna de banda. Outra coisa é que molibdênio, enxofre, antimônio e bismuto não são os elementos mais familiares do ponto de vista das tecnologias de semicondutores atualmente relevantes. É claro que os engenheiros de processo sabem como lidar com eles, mas o problema é que as técnicas e os processos correspondentes são muito diferentes daqueles típicos do silício e do germânio, com os quais a indústria de semicondutores começou e graças aos quais se desenvolveu até seu estado atual. Mesmo que todos os procedimentos necessários possam ser adequadamente acoplados no laboratório, ampliá-los para produção em larga escala levará um tempo considerável.
Além disso, é necessário colocar a produção de monocamadas de dichalcogenetos em escala industrial. Nas últimas décadas, a indústria de semicondutores dominou o processo químico de deposição química de vapor metal-orgânico (MOCVD). Estamos falando especificamente de um processo químico: se na física a precipitação é a formação de uma substância sólida a partir de sua forma gasosa durante a condensação, então a precipitação química é uma reação de certas substâncias iniciais (precursores) na fase gasosa, cujo produto principal é sólido e os subprodutos permanecem gasosos – e, portanto, podem ser removidos com relativa facilidade. O produto principal dessa reação, na forma de um pó muito fino, cristais ou filme (até a espessura atômica), cobre uma superfície sólida: o objeto que precisa ser protegido/reforçado pelo revestimento depositado ou um substrato auxiliar selecionado para que a camada resultante possa ser facilmente separada dele. É pelo método de deposição química de vapor (CVD) que, aliás, são obtidas arestas de corte reforçadas com carboneto de titânio de ferramentas de aço, silício policristalino ultrapuro e diamantes artificiais.
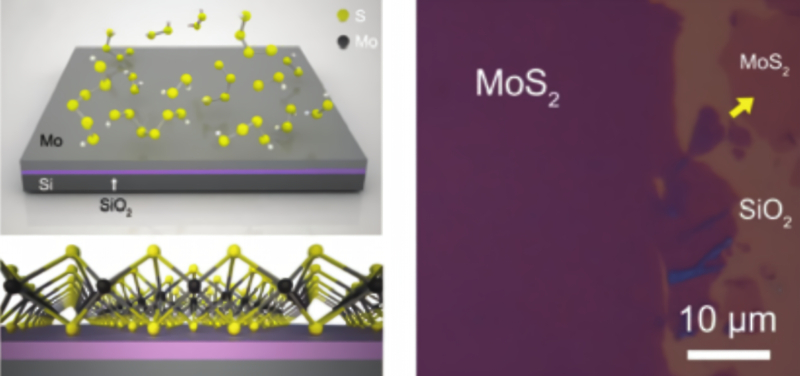
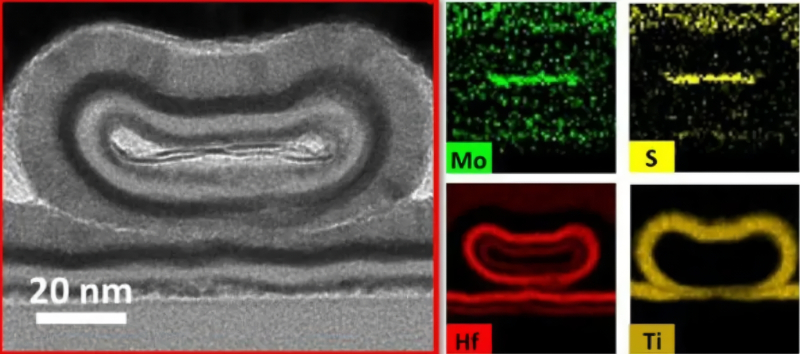
Formação de uma monocamada de dissulfeto de molibdênio pelo método CVD. Acima à esquerda – diagrama do processo: o vapor de enxofre (S) é depositado sobre uma camada sólida de molibdênio (Mo), colocada sobre um substrato de silício, típico da produção de microprocessadores, com um isolante na forma de uma camada de óxido do mesmo silício; uma estrutura de monocamada é formada, como mostrado no canto inferior esquerdo. À direita está o resultado do processo descrito sob um microscópio eletrônico (fonte: Nature Nanotechnology)
MOCVD como um subtipo de CVD envolve o uso de compostos organometálicos – para a criação, em particular, de LEDs baseados em heteroestruturas de nitreto de gálio. Essa tecnologia agora está bem estabelecida e, em teoria, não há nada que impeça seu uso para formar monocamadas de dicalcogenetos de metais de transição (TMD). Entretanto, a reação mais adequada para isso – a pirólise – requer, no caso de precursores específicos de TMD, temperaturas insuportavelmente altas (do ponto de vista do substrato de silício), de até 1000 °C. O que é pior: mesmo que as nanoestruturas de silício localizadas próximas à monocamada de TMD formada pela pirólise fossem de alguma forma protegidas dos efeitos desse calor extremo, a própria natureza dessa reação resultaria quase inevitavelmente na contaminação do filme resultante com subprodutos — ou seja, átomos de carbono. É claro que mesmo violações únicas na estrutura de uma monocamada, cujo comprimento e largura são medidos em nanômetros, inevitavelmente alterarão as propriedades esperadas do canal do transistor obtido dessa maneira, o que quase torna toda a ideia sem sentido. Outros métodos, como o descascamento mecânico de monocamadas de uma amostra de TMD cultivada em massa ou a epitaxia de feixe molecular de um dicalcogeneto de metal de transição em um substrato de safira, envolvem a transferência da monocamada obtida lateralmente para uma posição em um wafer de silício bastante grande (300 mm de diâmetro), que é calibrado para alguns nanômetros.
O que, por sua vez, é um problema de engenharia à parte – especialmente considerando que um filme com espessura de três átomos terá que ser transferido mecanicamente, e qualquer vinco, quebra ou outro dano a uma pequena seção obviamente tornará o transistor criado dessa forma inutilizável. Além disso, para transferir uma película fina do substrato onde foi formada para um cristal alvo de silício, é necessário fixá-la de alguma forma ao selo que realmente realiza a transferência. Normalmente, alguns adesivos são usados para isso, geralmente à base de carbono, o que quase inevitavelmente leva à contaminação da superfície, mesmo de monocamadas de TMD transferidas com sucesso, com pelo menos um único átomo de carbono. Removê-los em uma escala de toda a placa, repetimos, de 300 mm é um procedimento separado; trabalhoso e demorado. Os engenheiros da Intel descobriram que a contaminação por carbono é responsável pelo desempenho abaixo do esperado de seus bem-sucedidos transistores 2D GAA com um comprimento de porta real de 25 nm no laboratório — e está claro que isso é ainda mais inaceitável na produção em larga escala esperada. O engenheiro-chefe de pesquisa da Intel, Kevin O’Brien, declarou amargamente em 2024 que mesmo os melhores resultados de laboratório na formação de canais de transistores 2D baseados em TMD “mostram uma instabilidade que aterroriza os tecnólogos” – e que os semicondutores 2D em geral simplesmente não estarão prontos para produção em massa até que um método industrial para produzi-los (já na forma de transistores) seja descoberto, dominado e depurado.persianas;t. ou seja, cultivados separadamente e depois transferidos para filmes de silício, ou formados diretamente em uma placa de wafer) com qualidade aceitável.
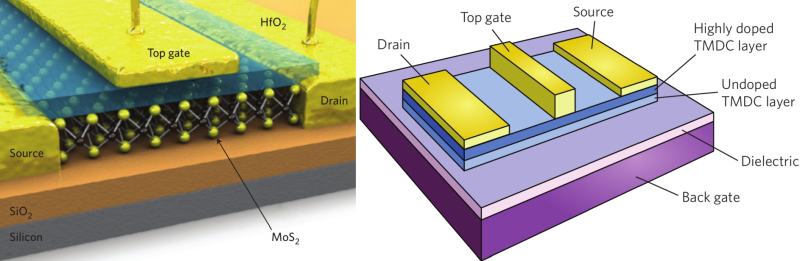
Esquerda: esquema de um transistor com um canal MoS2 bidimensional e uma camada de HfO2 de alto k (maior que SiO2) como um dielétrico de porta; À direita está um dispositivo de transistor de alta mobilidade de elétrons construído sobre barreiras Schottky com um par de camadas TMD que diferem em níveis de dopagem (fonte: Nature Nanotechnology)
⇡#Vou entrar em contato com você.
Existe algum sentido então em estudar monocamadas de dichalcogenetos em aplicação à produção em massa de semicondutores, dado o quão incertas são suas perspectivas no momento? Os pesquisadores estão confiantes de que existe, pelo menos pela razão já repetidamente declarada da inadequação fundamental das portas de silício para processos tecnológicos miniaturizados abaixo do condicional “1 nm”. É possível, claro, que nos próximos anos haja um avanço no campo da fotônica nessa direção, e então toda a indústria de microprocessadores mude radicalmente, mas esse processo não será rápido em nenhum caso. Os semicondutores clássicos ainda têm a vantagem de décadas de processos tecnológicos refinados e uma enorme indústria já operando em plena capacidade – desde a extração e purificação de substâncias iniciais, componentes de futuros processadores, desde o desenvolvimento de ferramentas de projeto automatizado para microcircuitos com dezenas de bilhões de transistores – até a produção de fotolitografias, máquinas para embalar chips cortados em caixas, equipamentos de controle e medição, etc. Não importa o quão promissora a fotônica possa parecer no estágio atual de desenvolvimento, levá-la a um nível semelhante de maturidade levará muito tempo e será muito caro.
Pelo contrário, uma modificação pontual das tecnologias existentes — a mesma substituição de um canal de transistor de silício por um bidimensional, mantendo todos os outros componentes do circuito integrado em sua forma atual — obviamente custará menos e poderá ser implementada mais rapidamente em escala em massa e em série, o que justifica os esforços de engenheiros e teóricos no desenvolvimento no campo dos mesmos materiais bidimensionais. Portanto, mesmo na ausência de prazos mais ou menos claramente definidos para o lançamento industrial de microcircuitos de canal TMD em série, é necessário desenvolver essa direção para que esse lançamento ocorra o mais rápido possível. E para começar, enquanto o problema da formação de um canal bidimensional na produção em larga escala não for resolvido, faz sentido remover outro problema, não menos sério, da agenda. Ou seja: como devem ser organizados os contatos entre o canal e os eletrodos de fonte e dreno? Qualquer contato na engenharia elétrica é um mal necessário (pois inevitavelmente causa perdas de corrente que passa pela conexão, aquecimento parasita, alterações químicas nas áreas de contato dos condutores, etc.), e ainda mais no caso da microeletrônica de semicondutores.
Pesquisadores da Intel e da TSMC concluíram de forma independente que transistores com uma monocamada de dissulfeto de molibdênio como canal são melhor criados em uma configuração de porta completa, em vez do FinFET clássico usado até recentemente (fonte: TSMC)
Em particular, a miniaturização do padrão tecnológico implica uma redução no comprimento não apenas do canal do transistor, mas também de seus contatos – a fonte e o dreno. Não é de surpreender que, para esses elementos semicondutores, o efeito descrito anteriormente de um aumento acentuado na resistência ao atingir um certo limite de tamanho se manifeste em toda a sua glória, como Wen-Chia Wu e colegas da TSMC estabeleceram, começando em aproximadamente 10 nm. Além disso, quanto mais lisas e uniformes (até o nível atômico de defeitos) forem as superfícies da monocamada metálica e semicondutora em contato no ponto de contato, menor será a resistência parasita aqui – consequentemente, quanto menores forem as perdas, menos calor dissipado no espaço terá que ser removido do microcircuito acabado, etc. É claro que não se fala em solda para organizar as conexões: tais superfícies lisas devem ser mutuamente atraídas por si mesmas, devido às fracas forças de Van der Waals. Provavelmente não é surpresa que os cientistas nomeiem o bismuto, o antimônio e o índio como os metais mais preferíveis para esse tipo de contato – eles não só não são muito comuns, para dizer o mínimo, na indústria microeletrônica em série, mas também têm ponto de fusão bem baixo (o índio, por exemplo, tem um ponto de fusão de cerca de 157 °C).
Por fim, os materiais 2D — diferentemente do bom e velho silício — não alteram suas propriedades de condutividade elétrica com a facilidade necessária para criar semicondutores heterogêneos. Para formar zonas de condutividade de elétrons e lacunas em um substrato de silício, que se tornará a base para o transistor CMOS que domina hoje na produção de microprocessadores, é suficiente introduzir um pequeno número de átomos dopantes nas áreas designadas da placa em branco, o que corrigirá consequentemente as propriedades de condutividade elétrica do material final (dopado). Este truque não funcionará com dicalcogenetos de metais de transição: o p-MOS terá que ser formado usando, por exemplo, WSe2 e n-MOS – o já conhecido MoS2 ou WS2. E não apenas para formar, mas para acoplar adequadamente, novamente prestando atenção à super suavidade das superfícies de contato e à super pureza dos materiais usados - e não menos do que no nível atômico. Não é por acaso que os engenheiros de microeletrônica citam cada vez mais o grande Wolfgang Pauli, cujas palavras expressivas sobre um tema semelhante são conhecidas na releitura de Manfred R. Schoeder: “Deus criou o volume; “A superfície foi inventada pelo diabo.”
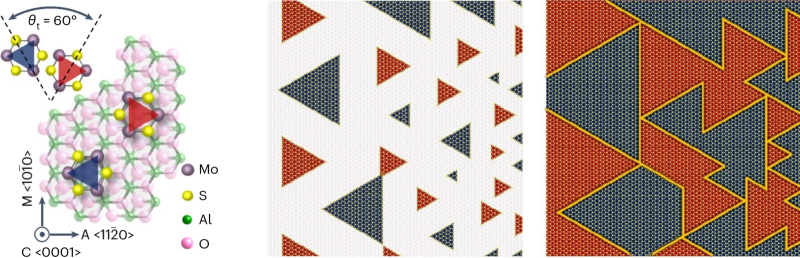
À esquerda, há um diagrama explicando como, quando moléculas de MoS2 de formato triangular são formadas em um substrato de estrutura de cristal de safira hexagonal, duas variantes cristalográficas da estrutura de dissulfeto de molibdênio são formadas com orientações do eixo principal que diferem em 60°. No centro está o estágio inicial de crescimento das monocamadas triangulares de MoS2. À direita está um plano completamente preenchido com duas variantes cristalográficas de dissulfeto de molibdênio; Laranja mostra as estruturas de contorno unidimensionais do mesmo composto (fonte: Universidade de Ciência e Tecnologia de Pohang)
⇡#E ainda assim ele descasca
Porém, também é possível trabalhar com a superfície; Você só precisa observar e usar suas características inerentes a seu favor, o que foi comprovado em 2024 por pesquisadores sul-coreanos da Universidade de Ciência e Tecnologia de Pohang. Foi observado anteriormente que, ao cultivar dissulfeto de molibdênio em um substrato de safira, a monocamada não cresce uniformemente sobre toda a superfície da amostra, mas é formada por estruturas poligonais, na primeira aproximação triângulos equiláteros, dentro dos quais fileiras de moléculas estão localizadas paralelas às suas vizinhas, mas em direções que diferem em 60°. Isso por si só não é surpreendente: é uma característica da deposição de moléculas triangulares de uma substância na rede cristalina hexagonal de outra. No entanto, os pesquisadores ficaram surpresos com o fato de que na fronteira entre duas dessas regiões com orientações diferentes (e se as zonas de crescimento de monocamadas com as mesmas orientações se fundem, elas simplesmente se fundem, formando um polígono de formato mais complexo), aparece uma camada monomolecular independente de MoS2 com espessura de 0,4 nm e comprimento de até várias dezenas de micrômetros.
Isolada de ambas as regiões adjacentes pelo efeito Kondo, essa cadeia de moléculas de dichalcogeneto é o condutor artificialmente mais fino produzido no mundo no momento – e é bem possível usá-la para formar uma porta de transistor, cujo canal será formado da maneira familiar a partir do mesmo dissulfeto de molibdênio. É claro que será necessário colocar uma junta isolante (feita de óxido de alumínio, por exemplo) sobre a camada com condutores e, em seguida, formar sobre ela monocamadas de MoS2, que serão destinadas a se tornar canais de tais transistores, após o que fontes e drenos feitos de metais bem condutores, como paládio, ouro ou titânio, serão conectados a este sistema. O resultado será um dispositivo semicondutor feito de componentes bidimensionais e essencialmente unidimensionais, fisicamente separados na terceira dimensão, e não há obstáculos técnicos para resolver tal problema. Pesquisadores sul-coreanos até construíram um conjunto de demonstração de 36 transistores de efeito de campo em dicalcogenetos de metais de transição com portas subnano-micron, embora o comprimento do canal dessas amostras de laboratório chegue a 1,3 micron, já que foram fabricadas sem o uso de fotolitografia de última geração. Mas, como prova de conceito, este é um passo importante no que esperamos ser a direção certa, porque a rota alternativa, ou seja, a transferência precisa e não destrutiva de monocamadas fabricadas separadamente para um substrato de silício para integração subsequente em transistores semicondutores clássicos, é, como já observamos, uma tarefa incrivelmente complexa tecnicamente.
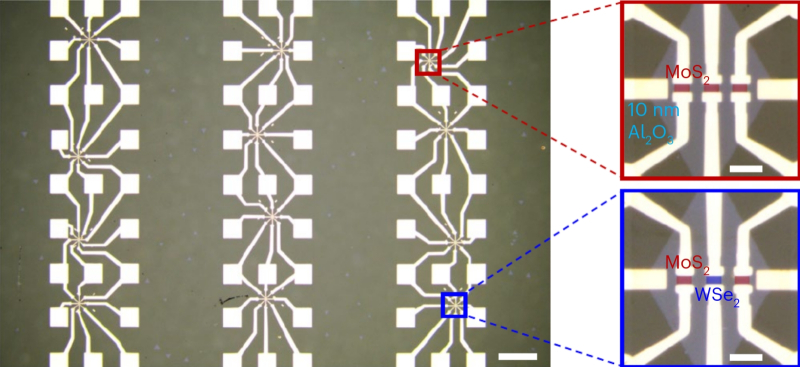
Imagem microscópica (óptica) de um conjunto de 36 transistores de efeito de campo (12 grupos de 3), cujas portas são 12 “fios” monomoleculares independentes de MoS2; O comprimento da barra de escala é 200 µm. À direita, dois conjuntos de transistores são mostrados com ampliação adicional, percebendo o efeito da condutividade p devido à monocamada WSe2 e da condutividade n devido ao MoS2; aqui a barra de escala já é de 5 µm (fonte: Universidade de Ciência e Tecnologia de Pohang)
Por que essa direção específica parece correta? Sim, porque a microeletrônica, que implica o uso de elétrons para transferir informações, é naturalmente limitada por baixo pela espessura máxima de condutores adequados para esse propósito de 1 átomo, e aqui o condutor unidimensional (gate), embora seja uma monomolécula, tem apenas três átomos de espessura; Isso significa que os pesquisadores já estão próximos do limite físico. Deixando a fotônica de lado por enquanto (que é de muitas maneiras mais atraente para organizar cálculos, especialmente os massivos e paralelos, como aqueles necessários para treinamento e inferência de modelos de redes neurais, mas, ao trazê-la à mente, ainda há problemas suficientes), temos que admitir que as perspectivas para semicondutores tridimensionais clássicos em termos de maior miniaturização estão longe de ser brilhantes. Isto significa que se conseguirmos resolver os problemas que estão a sobrecarregar a indústria de semicondutores 2D, pelo menos a nível laboratorial, num futuro previsível, o progresso na área dos processos tecnológicos menores que o convencional “1 nm” em termos de produção atuais tem todas as hipóteses de se tornar uma questão de “apenas” o volume de investimentos necessários para isso.
Já mencionamos um desses problemas: a organização do contato entre um semicondutor bidimensional e uma fonte e dreno metálicos, o que cria resistência mínima à corrente de carga. Em termos gerais, o problema aqui é o seguinte: na camada semicondutora, na sua fronteira com o metal (e lembramos que essa fronteira deve ser extremamente suave e bem ajustada para eliminar a perda de carga), uma chamada barreira de potencial Schottky é formada devido ao fato de que os elétrons tendem a se mover através da fronteira de contato para um meio com uma função de trabalho mais alta (ou seja, para um meio do qual é mais consumidor de energia remover uma partícula carregada). Quanto maior essa barreira, maiores serão os obstáculos ao fluxo de carga através do canal do transistor, razão pela qual são selecionados para os eletrodos de fonte e dreno metais com função trabalho o mais próximo possível daquela característica dos semicondutores. Mas aqui surge outro problema: esses metais, como o níquel ou mesmo o ouro, são relativamente refratários, o que, como já foi enfatizado, não permite a criação de canais de transistores bidimensionais e outros elementos de circuitos semicondutores (para cuja formação são necessárias temperaturas mais altas) no mesmo substrato usando métodos clássicos de fotolitografia. O índio ou o estanho, ao contrário, têm um ponto de fusão excessivamente baixo; eles sofrerão já na fase de embalagem dos microcircuitos acabados, em casos onde o aquecimento atinge 300-500 °C. A solução poderia ser usar ligas de ouro com o estanho ou índio acima mencionados, que fundem apenas a 450 °C, ou semimetais como o antimônio, que têm uma barreira potencial em princípiosignificativamente mais baixas, e as temperaturas de fusão são aceitavelmente altas.
O quadrado central de 6×6 mm contém 5931 transistores de dissulfeto de molibdênio, e este circuito é fabricado, principalmente do ponto de vista econômico, usando métodos clássicos para transistores CMOS de silício e outros semicondutores (fonte: Universidade Fudan)
Na primavera de 2025, um grupo de pesquisadores chineses da Escola de Microeletrônica da Universidade Fudan, em Xangai, relatou a criação de um microchip de demonstração chamado RV32-WUJI, feito de quase 6.000 transistores baseados em dissulfeto de molibdênio. Para obter um chip funcional com 25 tipos de circuitos lógicos, pronto para executar instruções de 32 bits, foi escolhida a microarquitetura aberta RISC-V. Pelos padrões atuais, esta é uma estrutura de grande escala — os canais do transistor se estendem por mais de 3 mícrons cada — mas, operando a uma frequência de 1 kHz, ela consome apenas 0,43 mW de energia. Os engenheiros de microeletrônica que receberam este sistema TMD consideram sua prontidão para reprodução em pequena escala como sua principal conquista: usando equipamentos (incluindo máquinas litográficas e salas limpas de nível laboratorial, não industrial), eles conseguiram atingir um rendimento de mais de 99% de chips utilizáveis de cada blank. Isso significa que as perspectivas de ampliação para séries maiores – com miniaturização progressiva de elementos semicondutores bidimensionais – parecem bastante promissoras.
Até agora, como pode ser visto, dos dois principais caminhos para integrar materiais bidimensionais na indústria de semicondutores – seja usando tecnologias que já foram bem desenvolvidas em silício, ou construindo quase do zero todas as cadeias de produção necessárias, mas obviamente sem as muitas restrições que sobrecarregam os clássicos de germânio-silício – nenhum parece a priori mais preferível que o outro. Talvez, no final, um terceiro caminho se mostre melhor – por exemplo, um material bidimensional exclusivo, o ditelureto de silício MoTe2, que foi descoberto há dez anos, finalmente se mostrará. Pode ser usado em uma única camada, sem juntas de contato, para formar um canal de transistor e uma fonte/dreno devido à manifestação de diferentes propriedades eletricamente condutivas dependendo da configuração de sua rede cristalina em uma determinada área. Uma coisa é clara: embora os dias do silício estejam longe de estar contados, a inexorável Annushka do progresso tecnológico já derramou seu óleo, e quanto mais os padrões de produção dominados pela TSMC, Intel e Samsung chegam ao limite de marketing de “1 nm”, mais alto soa o sino do bonde que se aproxima para a microeletrônica de silício.